





隨著市場的快速發展,很多行業對于產品的質量要求越來越嚴格。其中就分條機行業而言,由于對加工產品分切度品質要求越來越高,所以對于刀片的選配非常重視。我們知道,想要提升分條機設備的工作效率,改善分切質量,除了選擇適合的設備和規范操作之外,刀片的選取是十分關鍵的。
那么,對于使用者來說,什么樣的刀片才算是質量較好,什么樣的刀片在工作中才能夠滿足分條機長期保持較佳工作狀態的要求呢? 就目前來說,該設備的應用領域已經相當廣泛,產品早已廣泛應用于布料、薄膜、紙張、橡膠、復合包裝材料以及金屬板材等材料的分切工作中。
在這些不同的行業中,有些材料對于產品的加工精度要求非常嚴格。比如不銹鋼制品、船舶汽車、儀表電器、建筑及裝潢等行業。對于這些行業來說,為了能夠達到分切精度的要求,首先要注意嚴格控制刀片選材質量。目前在制作這類刀片的時候,常用的材質有9CrSi,SKD,SKH, T10,6CrW2Si,Cr12MoV,LD,H13以及W18Cr4V等材料。
其次就是要選擇適合的工藝流程,具體來講,就是針對所選擇的材質,然后一套完善的加工工藝,比如經過真空熱處理工藝處理的分條機刀片不僅硬度均勻,而且產品精密度很高,這樣將能夠明顯的改善刀片的加工質量。
綜上所述,在利用分條機設備對不同材料進行分條處理的過程中,所采用的刀片的精度決定了產品切口的精度,可說它是決定產品質量的關鍵之一。通常情況下,對于用戶而言,切口光滑平整、切斷阻力較小、犀利以及優良的耐磨損性能是選取分條機刀片的較基本原則。









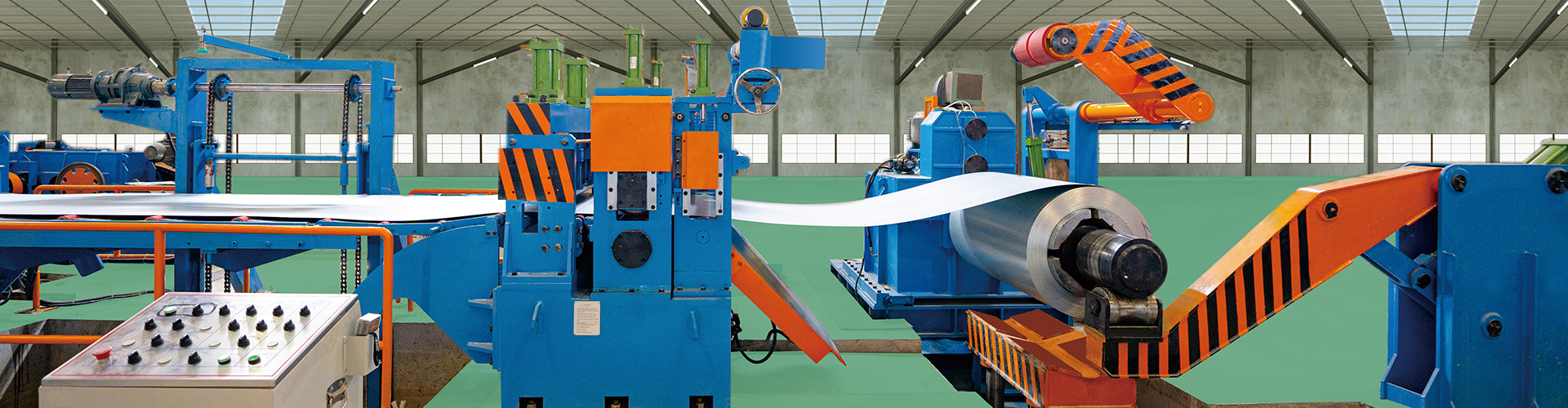
中文名:分條機
分條用途:將帶材縱切成若干所需規格帶條
底座由型鋼和鋼板焊接而成,定性處理;
固定牌坊,1件;活動牌坊,1件;鋼板焊接而成,時效處理、鏜床精密加工;
活動牌坊手動移動;滑座材料:QT600;刀軸升降輪蝸桿副同步升降,手輪手動微調,升降往返精度不大于0.03mm;
刀軸:直徑φ120mm(h7),刀軸有效長度:650mm, 鍵寬16mm;材料40Cr鍛打,調質HB240∽260,粗加工,中頻處理、研磨、鍍硬鉻,再研磨;刀軸跳動不大于0.02mm,軸肩跳動不大于0.01mm。(刀軸規格根據機型匹配尺寸)
刀軸轉動由萬向聯軸節(2條)、同步齒輪箱、動力由AC15KW變頻調速傳動(電機功率進行匹配)。同步齒輪箱:鋼板焊接,經定性處理,鏜床精密加工軸承孔,齒輪采用40Cr鍛打,調質HB247∽278,淬火HRC38∽45。
刀軸鎖緊:螺母鎖住刀具,左右旋螺母各1個;
刀片直徑:ф240mm(刀軸實際尺寸匹配)。



工作原理
1.恒張力控制原理
對于收放卷過程中恒張力控制的實質是需要知道負載在運行當中卷徑的變化,由于卷徑變化,導致為了維持負載的運行,分體機需要電機的輸出轉矩要跟著卷徑的變化而變化。對于V系列變頻器而言,由于能夠做轉矩控制,因此能夠完成收卷恒張力的控制。V系列變頻器提供了三路模擬量輸進端口,AUI、AVI、ACI。這三路模擬量輸進口能夠定義為多種功能,因此,可以任選一路作為轉矩給定,另外一路作為速度限制。0~10v對應變頻器輸出0~電機額定轉矩,這樣通過調整0~10v的電壓就能夠完成恒張力的控制。而杜宇分條機,計算卷徑的部分是通過張力控制器來計算的,當然用PLC架構來實現也是沒有題目的。也就是說,可以通過在人機或文本上設定張力,通過PLC計算卷徑,T=F*D/2,所以可以算出需要電機輸出的轉矩大小,通過模擬量輸出接到V系列變頻器的轉矩給定端就可以了。


2.同步轉速計算
由于我們知道變頻器工作在低頻時,分條機交流異步電機的特性不好,導致轉矩低而且分線性,因此在收卷的整個過程中要盡量避免收卷電機工作在2HZ以下。因此收卷電機有個較低速度的限制。對于四級電機而已其同步轉速計算如下:n1=30f1/p=n1=1500r/min=2HZ/50HZ=N/1500=N=60rpm/min
(f1為額定頻率,p為極對數,n1為同步轉速)
3.限速運行
當達到較大卷徑時,可以求出收卷整個過程中運行的低速:
V=π*D*n/i=Vmin=3.14*1.2*60/9=25.12m/min
張力控制時,分條機要對速度進行限制,否則會出現飛車,因此要限速運行。
4.張力與轉矩的計算
假如F*D/2=T/i(F--張力,D--卷徑,T--轉矩,i--減速比),=F=2*T*i/D對于3.7KW的交流電機,其額定轉矩的計算如下:T=9550*P/n=T=24.88N.m所以Fmax=2*24.88*9/0.6=74.64N(T--電機的額定轉矩,P--電機的額定功率,n==電機的額定轉速)
結構特點分條機生產線主要由:上料小車、開卷機、校平機、縱剪機、廢邊收卷機,張緊機、收卷機、卸料裝置等組成。







掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com